Directly from the manufacturer
Free delivery for online orders
Fast delivery
Secure payment
Directly from the manufacturer
Compressed air meters

In industrial companies, compressed air is an important source of energy which incurs high consumption costs. Testo compressed air meters enable you to measure compressed air consumption with a high degree of accuracy. This makes it possible for you to save energy and reduce costs.
Compressed air meters can also be used for the targeted implementation of environmental management (e.g. as per ISO 50.001 or ISO 14.001). Another field of application is monitoring leaks in your compressed air system. The compressed air meter can also be used to carry out a peak load analysis in order to determine whether you are generating compressed air of sufficient capacity. The newly developed “all-in-one sensor” not only records the compressed air consumption and the temperature, but even the pressure too. This eliminates the need for you to carry out a separate pressure measurement.
Compressed air meters in the testo 645X series use the calorimetric measuring principle. For you, this means that additional pressure and temperature measurement is not needed. At the same time, there are no mechanically moving parts, which means less wear and tear.
Advantages of compressed air meters from Testo
Four measurement parameters, one instrument:
Flow rate, totaliser, temperature, operating pressureClear overview: Direct compressed air monitoring with simultaneous display of 3 measurement values
thanks to TFT display as standardMaximum measuring accuracy:
Integrated measuring section prevents measurement errorsIdeal system integration:
Two analog outputs 4 to 20 mA
Overview of compressed air meters
Why does industry need compressed air meters?
For media such as electricity, water or even gases, complete transparency exists in every industrial company:
main meters reflect the amounts that are drawn;
submeters show how the consumption is distributed.
Compressed air, on the other hand, is generated internally and distributed without knowing how much is consumed in total and in individual areas.
Without having this knowledge, however, there is no motivation to repair leaks or to aim for more economical consumption.

Leaks – a high cost factor
Independent analyses, such as that by the Fraunhofer Institute as part of the "Compressed air efficiency" measurement campaign, have shown that between 25 and 40 % of compressed air produced is wasted due to leakage.
Even leakage openings 3 mm in diameter result in costs of EUR 3,000 per year.
If we calculate the additional investment required together with the operating costs incurred, this waste adds up to over EUR 100,000 per year for the average industrial company.
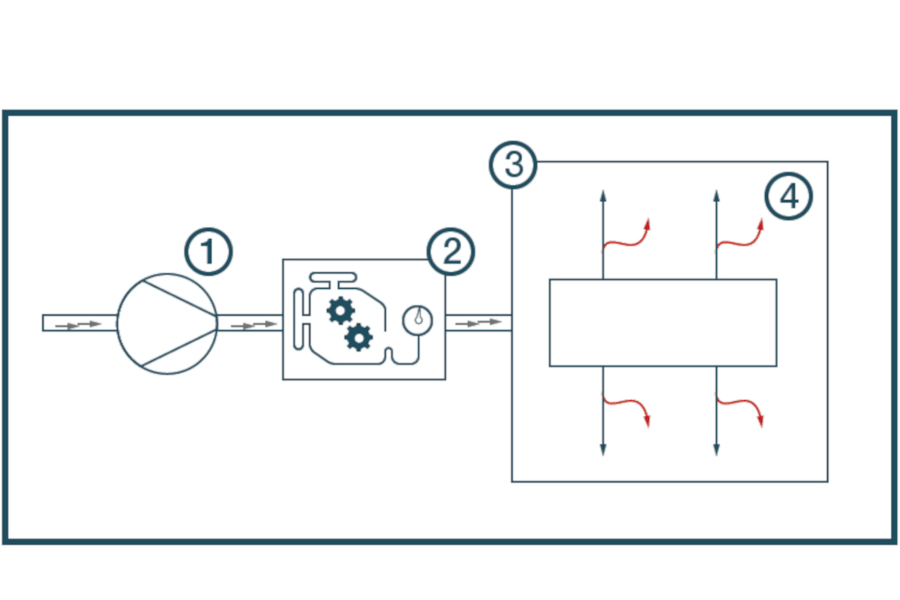
Drucklufterzeugung durch elektrische Energie
Aufbereitung
Beispielrechnung:
150 kW x 6000 h = 900.000 kWhDruckluftverbraucher
(unbemerkte) Leckagen
Leckage-Anteil: 25 – 40%
= 225.000 … 360.000 kWh (á 15 Cent / kWh)
= 33.750 … 54.000 € Leckagen-Anteil
Leak detection with the testo 6450
When should you inspect the compressed air lines for leaks?
Is compressed air consumption increasing even though nothing has been changed in the application?
Installed in front of an individual machine or even a group of machines, the testo 6450 detects even the smallest compressed air volume flows.
How can you detect leaks?
Installed in front of an individual machine or even a group of machines, the testo 6450 detects even the smallest compressed air volume flows. These indicate leaks if they occur during system downtimes.
Exceeding known max. volume flows with an unchanged consumer profile is also a sign of leakage.
Where do leakages occur?
More than 96 % of leakages occur in pipelines DN50 and smaller.
Leaky hoses, fittings, couplings and maintenance units are mainly responsible for this.

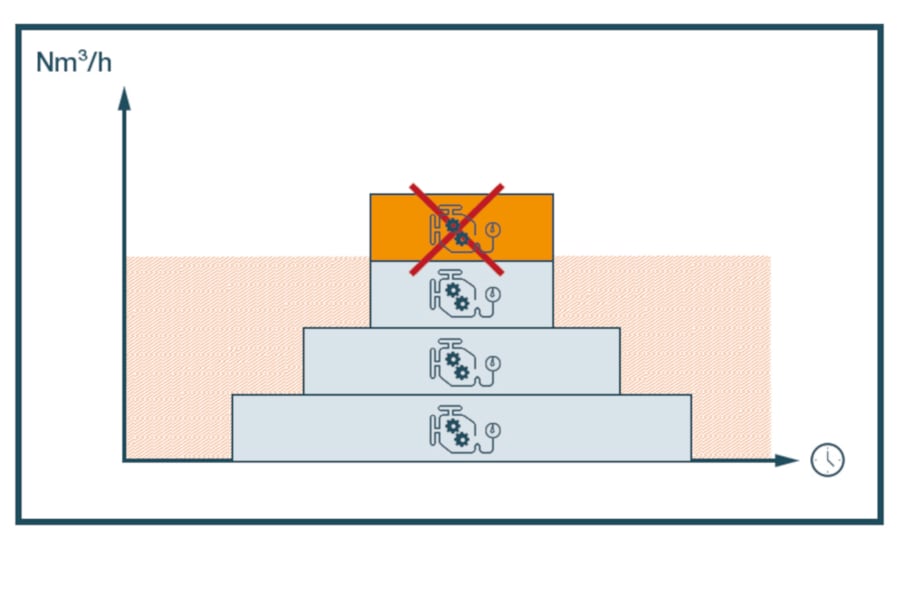
Peak load management
Peak load management helps to avoid expansion investments
Growth can be expensive:
Expanding industrial enterprises also feel compelled to expand their compressed air production (for example: Machine D).
Protecting valuable compressed air consuming devices from excessively high or excessively low supply
Protecting valuable compressed air consuming devices from excessively high or excessively low supply
Compressed air consumers require a minimum supply in order to achieve the desired performance.
Some consuming devices also need to be protected from excessive inflow. In critical cases, even the warranty of the system manufacturer is contingent upon this.
The testo 6450 optimally solves both monitoring tasks.
For continuous protection of your investment.
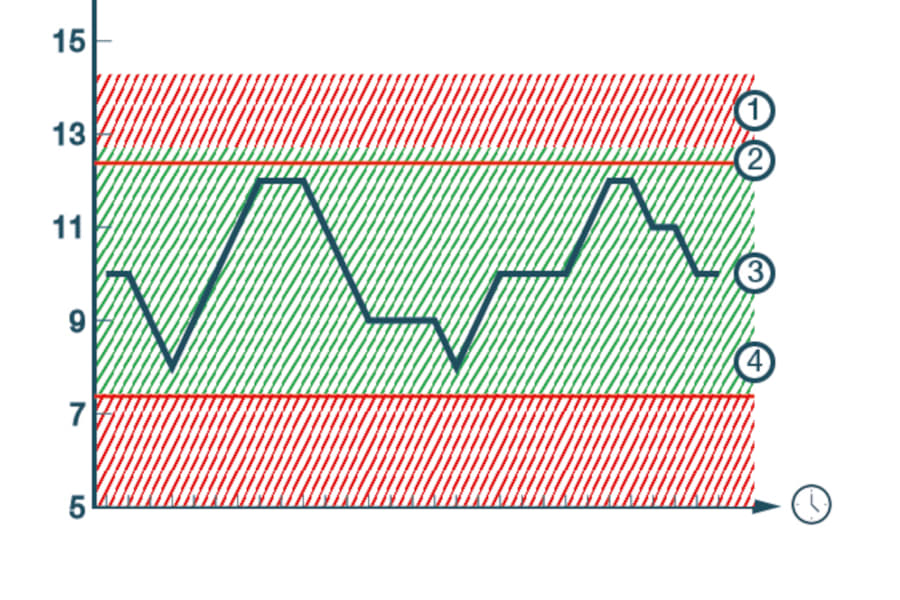
Warranty forfeiture due to overload or undersupply
Early alarm message
Actual standard volume flow per hour
Good - range
Calorimetric measuring principle
The optimum measuring principle ...
... for compressed air standard volumetric flow measurement is thermal mass flow measurement.
Only this
is independent of process pressure and temperature
causes no permanent loss of pressure
To this end, two glass-coated ceramic sensors, specially developed for demanding compressed air applications, are exposed to the process temperature and connected in a Wheatstone bridge.
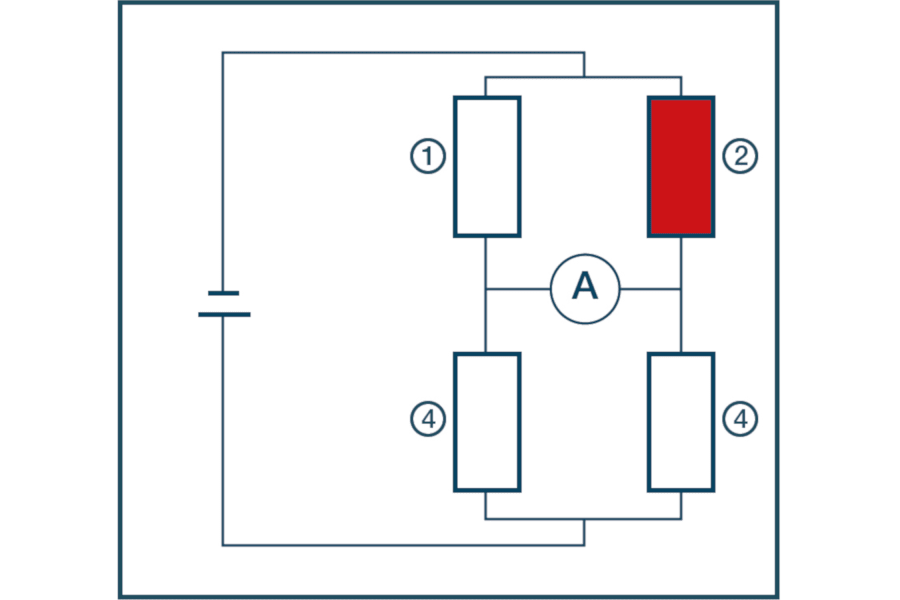
Widerstand nimmt Mediumtemperatur an.
Widerstand wird auf 5 Kelvin über die Mediumtemperatur erwärmt
Der Stromverbrauch zur Aufrechterhaltung der Übertemperatur in Widerstand-2 wird gemessen.
Je höher die Strömung, je höher der benötigte Heizstrom zur Aufrechterhaltung der 5 K Übertemperatur.
Je niedriger die Strömung je niedriger der benötigte Heizstrom.
Festwiderstand
Mass, pressure, temperature
Why is the measurement of mass flow independent of pressure and temperature?
- Volume is compressed with rising pressure.
- The mass, on the other hand, remains unchanged, as the adjacent illustration shows.
It follows that only mass flow measurement is suitable for use in fluctuating pressure conditions.
At the same time, compensation prevents the temperature from having any influence.
Therefore the measuring value can be used optimally within the entire defined range of process temperatures.
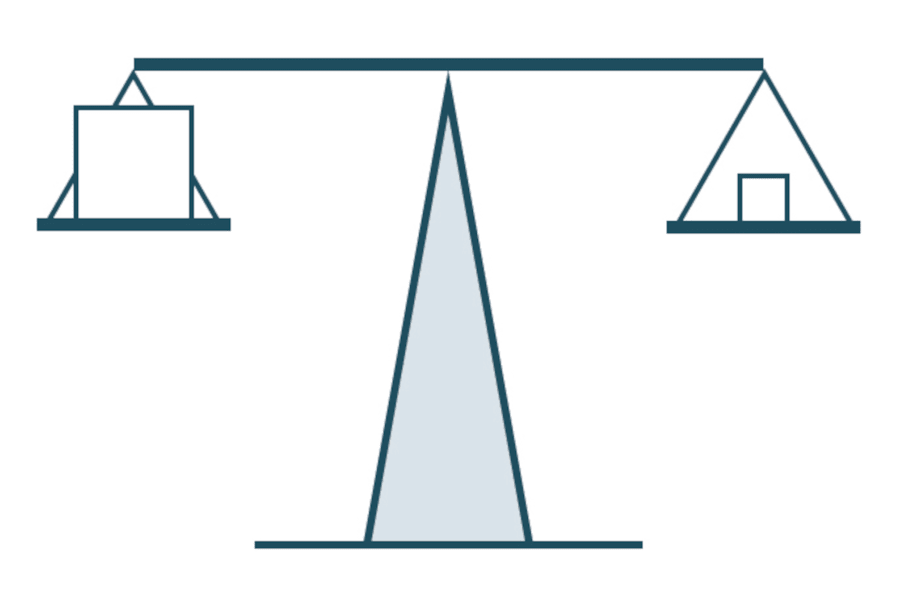
P = 1 bar
V = 10 m³
rho = 1,4 kg/m³
-> m = 14 kg
P = 5 bar
V = 2 m³
rho = 7 kg/m³
⇾ m = 14 kg
Mass flow, standard volume flow
For the compressed air consumer, standard volumetric flow is the most important flow measurement.
It does not relate to the current ambient conditions but to fixed values; as per
DIN ISO 2533, these are the values 15 °C / 1013 hPa / 0 % RH.
Particularly when it comes to small diameters, precise knowledge of the inner diameter plays a decisive role in achieving accurate measurements of the standard volumetric flow.
When comparing measuring values with other measurement systems, care must be taken to ensure that all values refer to the same standard conditions; otherwise conversion is necessary.
Particularly when it comes to small diameters, precise knowledge of the inner diameter plays a decisive role in achieving accurate measurements of the standard volumetric flow.
Commercially available penetration probes measure the flow and calculate the volume flow via multiplication with the cross-sectional area.
Even standard-compliant pipes can vary in terms of their inner diameter, to such an extent that errors of up to 50 % can occur. The diameter of the testo 6450, on the other hand, is known precisely – and is directly adjusted to the standard volumetric flow, not the flow!

testo 6450: Highest accuracy
Defined inner diameter and volume flow adjustment for maximum accuracy
In contrast to commercially available piercing probes, testo 6450 has a precisely known diameter - and is calibrated directly to standard volume flow, not to flow.
This ensures maximum reliability for the accuracy of your measurement and convenient integration into your process!
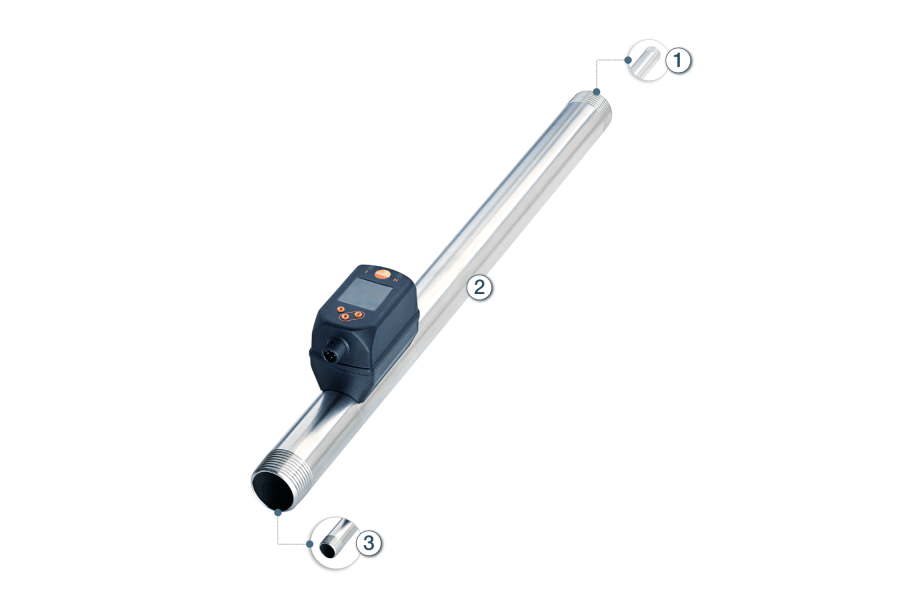
(1) Defined outer diameter for easy integration to your existing piping
(2) Known inner diameter and flow rate matching to ensure measurement accuracy
(3) Optimally designed pipe length serves as a calming section and prevents turbulence